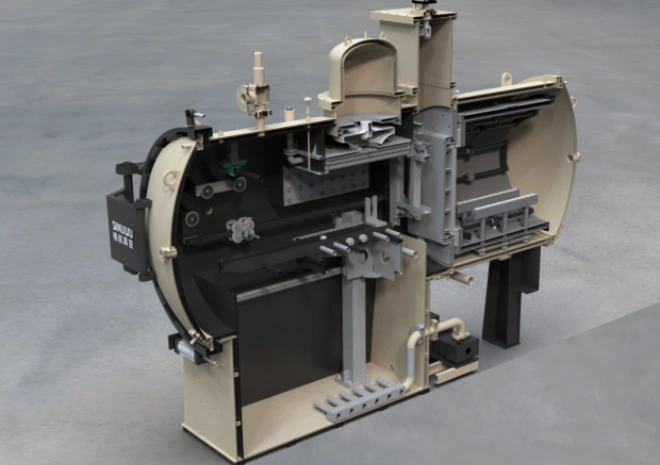
Vacuum oil quenching of mold steels typically employs a dual-chamber vacuum oil quenching furnace. The key advantage is a sufficiently high oil-cooling rate, enabling thorough hardening throughout the cross-section of thick or large molds and steels such as Cr12 and H13, while ensuring uniform hardness; this makes it suitable for the vast majority of cold-work and hot-work molds.
The VOGQ-669-2 dual-chamber vacuum furnace offers both oil quenching and pressurized gas cooling capabilities. It is primarily used for vacuum heat treatment processes—including oil quenching, annealing, and tempering—on materials such as high-speed steel, cold- and hot-work tool steels (e.g., H13, P20, D2), martensitic stainless steels (e.g., 17-4PH, SUS 630, 40X13, 95X18), elastic alloys, superalloys, and magnetic materials. The furnace is highly versatile and cost-effective, suitable for both mass production of a single steel grade and the production of diverse specifications and varieties in single-unit or small-batch quantities.
Compared to vacuum gas quenching furnaces, this system offers faster cooling rates and superior hardenability, allowing for the processing of carbon steels, low-alloy steels, and workpieces with thick or large cross-sections, thereby accommodating a wider range of materials. It features lower equipment acquisition, long-term gas consumable, and maintenance costs. Additionally, it offers shorter cooling cycles, higher loading density, and greater production efficiency; it eliminates the need for specialized high-pressure cooling gases, provides robust process tolerance, and consistently delivers higher, uniform quenching hardness.
The following are the specific technical specifications for SIMUWU’s VOGQ-669-2 dual-chamber vacuum oil-quenching furnace:
| Furnace type | Horizontal, dual chamber, double door |
| Loading method | Front loading |
| Uniformity size | 900×600×600(L×W×H mm) |
| Max loading weight | 600kg(including jig) |
| Power supply | 3 phase, 380v(±5%),50Hz |
| Heating power | 180kw |
| Motor power | 18.5kw |
| Max design temperature | 1320℃ |
| Working temperature | 500-1050℃ |
| Temperature uniformity | 9 points temperature measurement(±5℃) |
| Temperature control accuracy | S type thermocouple ±1℃(Standard AMS2750E) |
| Quantity of heating zone | 1 zone independently temperature control |
| Heating element | High purity graphite |
| Time of workpiece transform(s) | 25(From heating chamber to cooling chamber) |
| Time to working temperature | ≤60min |
| Empty furnace temperature rising rate | 0~25℃ /min(speed adjustable) |
| Ultimate vacuum | 4×10-1pa(cold empty furnace, after fully drying) |
| Working vacuum | 5.0 x 100pa |
| Time to working vacuum | ≤40min(empty furnace and cold condition) |
| Pressure rising rate | ≤0.67Pa/h(empty furnace and cold condition) |
| Cooling method | Air cooling/ natural cooling |
| Cooling gas | Nitrogen or Argon(purity: 99.99% or 99.999%) |
| Cooling rate(empty furnace 1200℃~150℃) | ≤45mins |
| Quenching gas charging pressure | < 2 bar (absolute pressure) |
| Cooling water consumption | ≤ 20 cubic meter/hour |
| Partial pressure | 50-1000 Pa manual and automatic pressure control |
| Operate method | manual or automatic control |
| Equipment color | customized |
Should you have any technical questions or requests, please feel free to contact kevin.liu@vacfurnace.com at any time; we are dedicated to serving you.
-
Custom Vertical Vacuum Furnace
2026-06-26
-
Vacuum Annealing Furnace for Advanced Alloy Tubing
2026-06-25
-
Vacuum Gas Quenching Furnaces Faults and Solutions: part II
2026-06-22
-
Vacuum Gas Quenching Furnaces Faults and Solutions: part I
2026-06-22
-

Why does the aerospace fasteners need vacuum furnaces?
2026-06-16



