Additive manufacturing (AM) processes, particularly Selective Laser Melting (SLM), are known for generating significant internal stresses and microstructural irregularities due to rapid solidification. Implementing vacuum annealing for additive manufacturing components is a critical post-processing step to stabilize these materials. This article explores how vacuum thermal treatment effectively relieves residual stress and drives microstructural evolution to ensure the mechanical reliability of 3D-printed industrial parts.
1. Understanding Microstructural Distortion in AM
Microstructural distortion in additive manufacturing primarily manifests as high residual stress and metastable phase distributions. During processes like SLM, the extremely high cooling rates (reaching 10⁶ K/s) prevent the material from reaching a state of thermodynamic equilibrium.
High thermal gradients between the melt pool and the substrate lead to anisotropic grain growth and accumulated lattice strain.
Residual stresses can cause catastrophic part failure, such as cracking or delamination, immediately after the part is removed from the build plate.
The uneven distribution of secondary phases often results in localized brittleness, reducing the overall ductility of the component.
Without proper thermal intervention, these distortions compromise the dimensional accuracy and service life of high-precision engineering parts.
2. The Mechanism of Stress Relief via Vacuum Annealing
Vacuum annealing provides a controlled, oxygen-free environment that allows atoms to rearrange and reduce the total internal energy of the system. By maintaining a high vacuum level, manufacturers can prevent the deleterious surface oxidation that often occurs in traditional atmospheric furnaces.
Thermal energy during annealing facilitates the movement of dislocations, which effectively “unlocks” the stored elastic energy within the metal lattice.
The vacuum environment ensures that the chemical composition of the surface remains unchanged, preserving the fatigue resistance of the part.
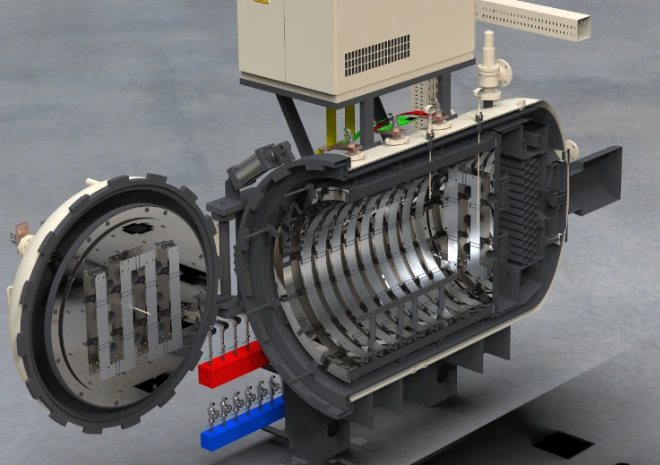
Using a specialized Vacuum Annealing Furnace allows for precise ramp-up and soaking times tailored to the specific alloy being treated.
This process is essential for achieving the required ductility and toughness in aerospace and medical components that undergo cyclic loading.
3. Case Study: AlSi10Mg Microstructural Evolution
Research into SLM-fabricated AlSi10Mg parts demonstrates that vacuum annealing is highly effective for microstructural stabilization without altering the fundamental crystalline structure. According to studies conducted by the Chinese Academy of Sciences, vacuum treatment facilitates significant internal refinements.
Experimental data shows that while the crystalline structure remains intact, grain refinement occurs after the vacuum annealing treatment.
As the duration of the vacuum annealing process increases, the secondary phase particles tend to undergo spheroidization and coarsening.
Spheroidization of the silicon-rich phases reduces the concentration of stress around sharp precipitates, thereby enhancing the material’s elongation and impact resistance.
Vacuum annealing treatment effectively eliminates residual stress, which is crucial for maintaining the structural integrity of thin-walled AlSi10Mg components.
3.1 Grain Refinement and Spheroidization
The transition from a dendritic or cellular microstructure to a more equiaxed grain structure is a hallmark of successful annealing. This transformation is driven by the diffusion of solute atoms across grain boundaries at elevated temperatures.
The spheroidization of the eutectic silicon phase in aluminum alloys transforms a brittle network into discrete particles.
This microstructural change directly correlates with an increase in tensile ductility, making the parts more suitable for functional industrial applications.
Precise control over the cooling rate after the soaking period prevents the formation of unwanted coarse precipitates that could degrade hardness.
4. Strategic Benefits for Industrial Manufacturing
For engineering and procurement managers, selecting vacuum annealing for additive manufacturing post-processing is a decision that impacts both quality and cost-efficiency. Vacuum technology offers a “clean” path to performance optimization that alternative methods cannot match.
- Bright finish results: Parts emerge from the furnace without scale or discoloration, minimizing the need for secondary surface finishing.
- Uniformity: Radiation heating in a vacuum chamber ensures that complex internal geometries—typical of 3D printing—receive consistent heat treatment.
- Reliability: Reducing residual stress ensures that components maintain their tight tolerances during subsequent machining or assembly.
- Scalability: Modern industrial vacuum furnaces can process large batches of AM parts, reducing the per-unit cost of heat treatment.
5. FAQ
Q: Why is vacuum preferred over atmospheric annealing for AM parts?
A: Vacuum environments prevent oxidation and decarburization of the surface. For AM parts with complex internal channels, removing oxides after treatment is nearly impossible, making vacuum processing the only viable option to maintain surface integrity.
Q: Does vacuum annealing reduce the hardness of 3D printed parts?
A: Typically, yes. As residual stresses are relieved and grains coarsen or spheroidize, hardness slightly decreases in exchange for a significant increase in ductility and toughness. This trade-off is usually necessary for functional parts.
Q: How long does a typical vacuum annealing cycle take for AM components?
A: The cycle time depends on the material and mass of the load, but it generally ranges from 4 to 12 hours, including heating, soaking for 2-3 hours to ensure microstructural equilibrium, and controlled cooling.
Q: Can vacuum annealing fix parts that have already warped?
A: No. Annealing is a stress-relief process, not a reshaping process. If a part has already warped due to residual stress, annealing will only stabilize it in its current deformed state. It must be used proactively.
-

Comparison of Nitrogen and Argon Cooling for Vacuum Furnaces
2026-07-23
-

Vacuum Furnace Manufacturer’s Guide to Furnace Maintenance: Quarterly
2026-07-21
-

How to Vacuum Heat Treat Metal 3D Printed Parts
2026-07-20
-

Vacuum Furnace Manufacturer’s Guide to Furnace Maintenance: Monthly
2026-07-17
-

Vacuum Furnace Manufacturer’s Guide to Furnace Maintenance: Weekly
2026-07-14



