Capillary Action is a fundamental physical phenomenon that governs the flow of molten filler metals in vacuum brazing and related metallurgical processes. In industrial vacuum heat treatment, this capillary force determines how effectively liquid metals penetrate narrow joint clearances, infiltrate porous structures, and form reliable metallurgical bonds without external pressure.
1. What Is Capillary Action
Capillary Action describes the spontaneous movement of liquids within narrow spaces due to intermolecular forces between the liquid and surrounding solid surfaces. This phenomenon occurs when adhesive forces between the liquid and the solid substrate are stronger than the cohesive forces within the liquid itself . When this condition is met, the liquid wets the surface and is drawn through small channels, pores, or joint gaps even against gravity.
In industrial manufacturing, capillary action plays a critical role in processes where molten metals must penetrate narrow clearances to create high-strength bonds. Typical metallurgical applications include vacuum brazing joints, metal infiltration in powder metallurgy, and liquid phase sintering. The reliability of the final component depends directly on how effectively these capillary forces distribute the liquid metal across the joining surfaces.
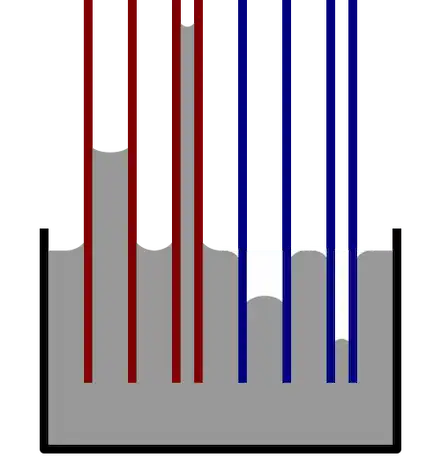
capillary elevation depending on the diameter of the capillary and the material from which the capillary is made. Red – wetted surface, blue – unwetted surface.
2. Physical Principles Behind Capillary Action
2.1 Adhesion and Cohesion
The driving force behind capillary movement results from the balance between two opposing physical forces. Adhesion refers to the attractive force between molecules of a liquid and the molecules of a solid surface. Strong adhesion improves wetting behavior and encourages the liquid to spread rapidly along the surface. In brazing applications, strong adhesion corresponds to good wettability between the molten filler metal and the base metal.
Cohesion describes the intermolecular attraction between molecules within the liquid itself. These cohesive forces create surface tension and maintain the integrity of the liquid droplet. If cohesion dominates over adhesion, liquids tend to form droplets instead of spreading across a surface, potentially leading to joint failure. Capillary flow successfully occurs only when the adhesive force toward the substrate exceeds the cohesive force of the liquid.
2.2 Surface Tension
Surface tension acts along the interface of the liquid and attempts to minimize its surface area. In narrow channels or joint gaps, surface tension contributes to the curved liquid surface called the meniscus. The shape of this meniscus determines the direction and magnitude of capillary pressure. A low contact angle (where the liquid spreads readily) indicates good wetting and strong capillary action, while a high contact angle suggests poor wetting and weak capillary forces .
3. Capillary Action Equation and Key Parameters
The behavior of liquid rise in a capillary environment can be quantified using Jurin’s Law. This mathematical relationship provides engineers with the theoretical basis for calculating how deep a filler metal will penetrate a specific joint geometry.
| Symbol | Description |
|---|---|
| h | Capillary rise height |
| γ | Surface tension of the liquid |
| θ | Contact angle between liquid and surface |
| ρ | Liquid density |
| r | Radius of the capillary tube (joint clearance) |
| g | Gravitational acceleration |
The governing equation is expressed as:
h=(2γcosθ)/(ρgr)
This formula indicates that as the gap radius (r) decreases, the capillary rise height (h) increases significantly. This inverse relationship explains why precise joint clearance is a non-negotiable parameter in brazing and infiltration processes. The equation also demonstrates that higher surface tension and lower contact angles (better wetting) produce stronger capillary action.
4. Capillary Action in Vacuum Brazing
Capillary Action serves as the primary driving mechanism that distributes molten filler metal throughout a brazed joint. During a typical vacuum brazing cycle in a High Temperature Vacuum Brazing Furnace, the furnace heats the assembly until the filler alloy reaches its liquidus point. Once molten, the metal wets the base surfaces and is drawn continuously into the joint by capillary pull, filling every micro-void .
4.1 Joint Clearance Optimization
Maintaining optimal joint clearance is the most critical factor for controlling capillary flow. The required gap width depends strongly on the specific filler metal and the base materials being joined. When the gap is too wide, cohesive forces dominate and the molten filler may run out of the joint rather than being retained by capillary pressure. Conversely, if the gap is too narrow, viscous resistance restricts flow and can lead to incomplete filling and void formation.
In practical vacuum brazing applications, recommended clearances typically range from 0.000 to 0.002 inches (0–0.05 mm) for press-fit assemblies, according to the AWS Brazing Handbook and AWS C3.2M/C3.2. Surface roughness from machining—usually 24 to 64 microinches Ra—provides microscopic pathways that assist capillary flow within these tight clearances.
The optimal clearance also varies with the filler metal used. High-penetration filler metals such as pure copper can migrate through microscopic surface roughness and may operate with extremely tight clearances, typically 0.000 to 0.02 mm (0.000 to 0.0008 inches). For many industrial vacuum brazing processes using nickel- or silver-based filler metals, recommended joint gaps commonly fall between 0.02 and 0.05 mm, which provides stable capillary flow and strong metallurgical bonding.
A critical design variable is the “hot clearance”, meaning the actual joint gap at the furnace’s peak brazing temperature. Engineers must account for the Coefficient of Thermal Expansion (CTE) of the base metals during heating. If the expansion rates of the two components differ significantly, a joint that appears correctly gapped at room temperature may either widen excessively or close completely at brazing temperatures approaching 1000 °C. Either condition can disrupt capillary flow—allowing the filler metal to escape from the joint or preventing it from penetrating the interface.
In many industrial brazing systems, the strongest joints occur when clearances are maintained near 0.038 mm (0.0015 inches), with effective ranges typically between 0.025 mm and 0.127 mm, depending on the filler alloy and the base materials being joined.
4.2 Temperature and Surface Cleanliness
Temperature management directly influences the efficiency of capillary flow by altering the physical properties of the molten filler metal. Once the temperature rises above the liquidus point, both the viscosity and surface tension of the filler metal decrease. This reduction in internal resistance allows the molten metal to flow more freely and penetrate deeper into tight joint clearances.
Surface cleanliness is equally critical because it determines whether a continuous wetting path can be maintained across the joint interface. Even localized contamination from oils, fingerprints, or oxide films can interrupt the flow of molten filler metal. When the advancing liquid encounters a contaminated area with a high contact angle, a phenomenon sometimes referred to as “capillary arrest” may occur, where the filler metal suddenly stops flowing. This interruption can create discontinuous joints and internal voids that may not be visible externally, significantly reducing the mechanical strength and leak-tightness of the brazed assembly.
Vacuum environments provide a major advantage in controlling surface conditions. By removing oxygen and atmospheric gases, vacuum prevents the formation of new oxides during heating and can even help dissociate certain existing oxide layers. The resulting oxide-free surfaces promote lower contact angles and significantly improve wetting behavior, enabling stable capillary flow throughout the joint. For technical details on maintaining proper vacuum conditions, refer to our guide on Vacuum Level, Leak Rate, and Control in Vacuum Furnaces.
5. Capillary Action in Powder Metallurgy and Sintering
Capillary forces also influence several powder metallurgy processes conducted in vacuum furnaces, extending beyond traditional brazing applications.
5.1 Liquid Phase Sintering
In liquid phase sintering, a molten binder phase penetrates the pores between metal particles through capillary infiltration. This process improves particle bonding and promotes densification, ensuring the final sintered part achieves its theoretical density and mechanical properties. During the initial stage of liquid phase sintering, the lower-melting component melts and, driven by capillary forces, flows among the particles of the higher-melting component, rearranging them into close packing . This capillary-driven rearrangement happens rapidly and is fundamental to achieving full density.
5.2 Metal Infiltration
Infiltration processes utilize capillary action to draw molten metal into a porous skeleton structure, creating high-performance composite materials. The American Institute of Mining, Metallurgical, and Petroleum Engineers defines infiltration as the process by which the pores of a metal powder compact are filled with a relatively low-melting liquid metal through the action of capillary forces . This technique is frequently used to enhance the thermal conductivity and mechanical strength of components, particularly in applications requiring combinations of properties not available in monolithic materials.
5.3 Entrapped Gas Considerations
The effectiveness of capillary-driven infiltration can be compromised by entrapped gases. Research has shown that inert gas trapped in isolated pores creates a counter-pressure that opposes capillary pressure, delaying or preventing complete pore filling . If the gas pressure exceeds a critical level, the pores remain intact and complete densification never occurs. This finding underscores the importance of vacuum environments in sintering and infiltration processes—by removing gases before pore closure, vacuum furnaces enable complete capillary penetration and maximum density.
6. Factors Affecting Capillary Flow in Industrial Furnaces
Several variables determine whether capillary action occurs effectively during vacuum heat treatment processes. Understanding these factors allows engineers to design robust processes and select appropriate equipment configurations.
- Surface cleanliness — Oils, oxides, and contamination reduce wetting by interfering with adhesive forces. Vacuum environments provide the cleanest possible surfaces for capillary flow.
- Contact angle — Lower angles improve liquid spreading. A contact angle below 90° is required for capillary action, with angles approaching 0° providing ideal wetting.
- Joint clearance — Narrower gaps increase capillary force, following the inverse relationship in Jurin’s equation.
- Surface tension — Influences the driving pressure of liquid flow, though excessively high surface tension can impede spreading.
- Temperature — Higher temperatures reduce viscosity and may improve wetting, though excessive temperatures can cause base metal degradation.
- Atmosphere control — Vacuum environments prevent oxidation and enhance wetting by maintaining atomically clean surfaces.
- Vacuum level — For certain filler metals like pure copper, partial pressure control may be necessary to prevent vaporization while maintaining cleanliness .
Vacuum furnaces are widely used in brazing and sintering because they provide oxidation-free surfaces and precise temperature control, both essential for consistent capillary flow. For applications requiring specific atmosphere conditions, please contact our team for more information.
7. Engineering Design Considerations
Engineers designing components for vacuum brazing or infiltration processes must account for capillary behavior during joint and part design. The following considerations are essential for successful outcomes:
- Optimized joint clearance — Design gaps within recommended ranges for the specific filler metal and base materials being joined.
- Appropriate filler metal selection — Choose filler metals with appropriate melting range, flow characteristics, and compatibility with base materials.
- Surface preparation — Ensure thorough cleaning to remove contaminants that could impede wetting.
- Fixturing and support — Maintain consistent joint clearances throughout the thermal cycle despite differential expansion.
- Uniform furnace temperature distribution — Ensure all joints reach the required temperature simultaneously to prevent premature solidification.
- Controlled heating and cooling cycles — Manage thermal gradients to minimize distortion and stress.
When working with aluminum alloys, special considerations apply due to the tenacious oxide layer. The role of magnesium getters in vacuum aluminum brazing stability is critical to ensuring consistent capillary action.
8. Comparison with Conventional Brazing
Vacuum brazing offers distinct advantages over atmospheric brazing methods due to the superior environment for capillary flow:
| Feature | Vacuum Brazing | Atmospheric Brazing |
|---|---|---|
| Oxidation prevention | Complete (no oxygen present) | Requires flux or reducing atmosphere |
| Surface cleanliness | Very high – oxides may dissociate | Moderate – depends on flux effectiveness |
| Flux requirement | None – fluxless process | Usually required for oxide removal |
| Capillary flow consistency | Excellent – clean surfaces ensure uniform wetting | Variable – affected by flux residues |
| Post-braze cleaning | Not required | Often required to remove flux residues |
| Joint quality | High purity, metallurgically sound | Good, but potential for flux inclusions |
For applications requiring the highest joint integrity and reliability, vacuum brazing with its superior capillary flow characteristics is the preferred manufacturing solution .
9. FAQ
Q: What is the optimal joint clearance for vacuum brazing?
A: Optimal joint clearance is not a single fixed value but a practical range determined by the filler metal, joint design, and thermal expansion of the base materials. In most brazing applications, clearances typically fall between 0.025 mm and 0.1 mm (0.001–0.004 inches), with the strongest joints often occurring near 0.038 mm (0.0015 inches). However, tighter gaps may be used in specific cases. For example, press-fit assemblies using high-fluidity fillers such as pure copper can operate with clearances as small as 0.000–0.002 inches (0–0.05 mm), relying on microscopic surface roughness to create capillary pathways. Engineers must also consider thermal expansion effects, ensuring that the hot clearance at brazing temperature remains within the functional range required for stable capillary flow.
Q:Can capillary action work against gravity?
Yes. Capillary forces can draw liquids upward against gravity, as demonstrated by liquid rising in a thin tube. In brazing applications, this allows filler metal to flow upward into vertical joints or fill complex geometries regardless of orientation.
Capillary Action is the critical mechanism driving success in vacuum brazing, powder metallurgy, and metal infiltration processes. Understanding the interaction between surface tension, wetting behavior, and joint geometry allows engineers to design stronger joints and more reliable metallurgical structures. The vacuum environment provided by modern furnace systems enhances these capillary effects by maintaining atomically clean surfaces and eliminating interfering gases.
For additional metallurgical standards and heat-treatment knowledge, consult resources from ASM International, a leading authority on materials science and engineering.
At SIMUWU, we provide comprehensive vacuum furnace solutions specifically engineered to support optimal capillary flow in brazing and sintering applications. Our product range includes High Temperature Vacuum Brazing Furnaces, Low Temperature Vacuum Brazing Furnaces, and specialized systems for powder metallurgy such as Vacuum Resistance Sintering Furnaces and Vacuum Dewaxing and Sintering Furnaces. Contact our engineering team today to discuss how our advanced vacuum furnace solutions can elevate your production capabilities and ensure consistent, high-quality metallurgical bonds.
-

Mastering the 3T Rule for Brazing Joint Design
2026-03-17
-

What Is Vacuum Nitride Hardening?
2026-03-13
-

How Much Does an Industrial Vacuum Furnace Cost?
2026-03-11
-

SIMUWU Up-and-Down Air-Blowing Structure Furnace: Meeting Rigorous Heat Treatment Requirements
2026-03-10
-

How Advanced Vacuum Control Systems Reduce Vacuum Furnace Energy Consumption
2026-03-09



