Application of Vacuum Gas Quenching Furnaces for 1.2343
1.2343 is a high-quality chromium-molybdenum-vanadium alloy hot-work tool steel, internationally equivalent to the American AISI H11 grade. As a representative hot-work tool steel, its core advantage lies in its ability to operate stably for extended periods under high-temperature conditions.
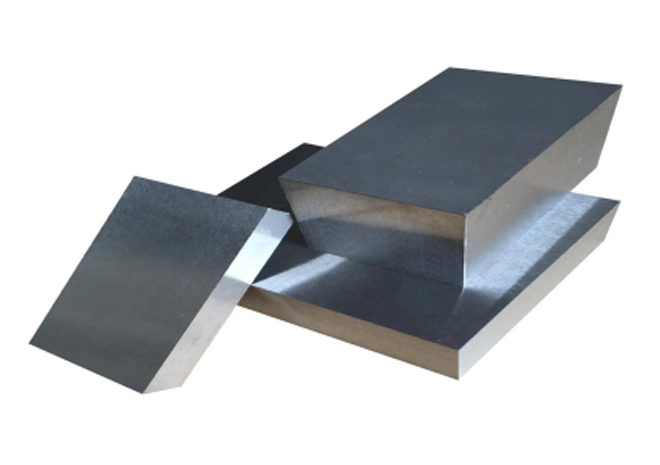
Key Features:
1.High toughness and impact strength: Provides molds with exceptional resistance to chipping.
2.Outstanding thermal fatigue resistance: Withstands temperature stresses from repeated heating and cooling cycles, effectively extending mold life.
3.Good high-temperature strength and hardenability.
To achieve this high-performance mold steel, vacuum quenching and tempering are essential processes. The following outlines the vacuum heat treatment procedure for 1.2343:
1.Primary Preheating: Heat to 600°C to 650°C and hold in vacuum or nitrogen atmosphere (stress relief).
2.Secondary preheating: Raise temperature to 800°C to 850°C and maintain holding time (for temperature homogenization).
3.Austenitizing heating: Raise temperature to 1000°C to 1040°C and hold for 30-60 minutes under high vacuum (approximately 10⁻³ Pa).
4.Vacuum Quenching: Rapidly cool while injecting high-purity nitrogen (N₂) at 2 bar to 10 bar.
5.Final Cooling: Must be continuously cooled to room temperature (below 50°C) to ensure complete martensitic transformation.
First tempering: Hold at 550°C to 620°C for over 1 hour (stress relief).
6.Intermediate cooling: Fully cool the workpiece to room temperature again (critical step to ensure residual austenite transformation).
7.Second tempering: Hold at the same temperature as the first tempering for over 1 hour (achieve final properties and toughness).

The following are the technical parameters for the vacuum gas quenching furnace used in the vacuum gas quenching and tempering of 1.2343 :
| Furnace type | Horizontal type,single chamber, internal recycle |
| Loading method | Front loading |
| Effective working zone | 800×800×1200(W×H×L mm) |
| Max. loading weight | 1000kg (including jig) |
| Power supply | 3Phase 380V(±5%) ;50Hz |
| Total power | 370kw |
| Heating power | 320kw |
| Cooling fan motor power | 280kw |
| Max.design temperature | 1300℃ |
| Working temperature | 1250℃ |
| Temperature uniformity(vacuum and empty furnace, 500-1000℃( | 9 points temp testing ( ±5℃) (standard AMS 2750F) |
| Temperature control accuracy | S-type thermocouple ±1℃ |
| Quantity of heating zone | 2-zone temperature control |
| Heating element | High-purity graphite |
| Heating rate(the room temperature of the empty furnace rises to 1200℃) | 0~20 ℃/min (Adjustable) |
| Ultimate vacuum(empty furnace, cold state, after drying and degassing) | 6.7×10-3 Pa |
| Working vacuum (empty furnace, room temperature) | 1 x 10-2 Pa |
| Evacuation time (after diffusion pump preheating, empty furnace, cold state, to working vacuum) | ≤ 45 min |
| Pressure rise rate (empty furnace, cold state) | ≤ 0.67 Pa/h |
| Cooling method | Air cooling/Natural cooling |
| Cooling gas | Nitrogen or Argon (purity: 99.99% or 99.999%) |
| Cooling rate ( empty furnace, 1200°C~500°C ) | ≤ 6 min |
| Max charging pressure(absolute pressure) | <15bar |
| Temperature control method | Intelligent programmable temperature controller for automatic temperature control |
| Control mode | PLC automatic / manual control interlock protection |
| Furnace shell color | Customized |
If you have any needs or inquiries, please feel free to contact us at furnace@vacfurnace.com. We look forward to serving you

Recent Posts
-

Applications of Vacuum Furnaces in Aerospace
2025-11-26
-

Application of Vacuum Furnace in the Sintering of Lithium Battery Cathode Materials
2025-11-26
-
What Types of Vacuum Brazing Furnace Are There?
2025-11-18
-

Vacuum furnace solution for dewaxing and sintering of cemented carbides
2025-11-17
-
Vacuum Annealing Furnace for Stainless Steel in Medical Devices
2025-11-17



