Titanium alloys are high-performance “space metals” whose most notable advantage is their exceptionally high specific strength (the ratio of tensile strength to density), enabling significant structural weight reduction while maintaining strength. Additionally, their surfaces form a dense, inert oxide layer, granting outstanding corrosion resistance—particularly in marine environments and chloride-containing media. Additionally, titanium alloys exhibit favorable thermal stability and cryogenic performance, along with outstanding biocompatibility, making them widely used in critical sectors such as aerospace, medical implants, and chemical engineering.
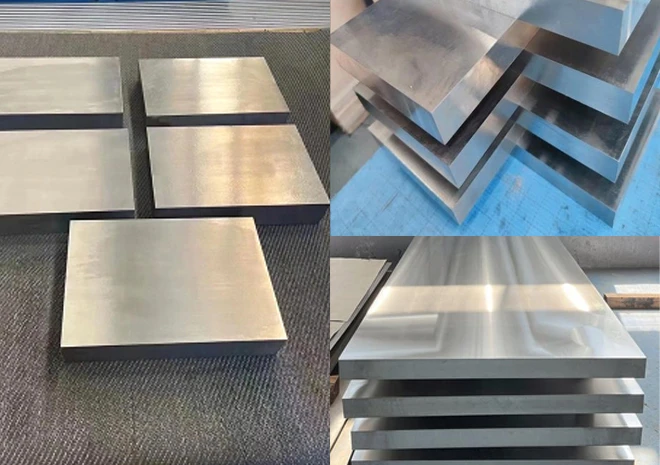
Vacuum annealing maximizes the avoidance of brittle “alpha shells” (oxygen-enriched layers or hardened layers) formed when titanium alloys react with reactive gases such as oxygen, nitrogen, and hydrogen in the air at high temperatures. while effectively eliminating internal stresses generated during processing. This restores and enhances the material’s plasticity, toughness, and fatigue properties, homogenizes the internal microstructure, and achieves optimal comprehensive mechanical properties. This ensures the operational safety and reliability of critical components.
The vacuum annealing process for titanium alloys is as follows:
Stage 1: Low-temperature annealing at 550°C for 3–8 hours
Stage 2: High-temperature annealing at 720°C for 2–6 hours
The following are the parameters for the vacuum annealing furnace required for annealing titanium alloys:
| Furnace type | Horizontal , single chamber, internal circulation |
| Loading method | Front loading |
| Effective working zone | 400×400×600 (W×H×L mm) |
| Max. Loading Capacity | 300kg |
| Power supply | 3Phase 400V (±5%) ; 50Hz |
| Installation power | 160kw |
| Heating power | 120kw |
| Cooling motor power | 18.5kw |
| Max.design temperature | 1300℃ |
| Working temperature | 500-1250℃ |
| Temperature uniformity | 9 point temperature measurement (±5℃)
(temperature measurement standard AMS2750E) |
| Temperature control accuracy | S-type thermocouple ±1℃
(temperature measurement standard AMS2750E) |
| Quantity of heating zone | 3 Independent temperature control zones |
| Heating element | High-temperature molybdenum |
| Time to reach working temperature | ≤ 75min |
| Heating rate of empty furnace | 0~25 ℃/min(speed adjustable and controllable) |
| Ultimate vacuum | 6.7 x 10–4 pa (Empty furnace, cold state, after sufficient bake-out) |
| Working vacuum | 6.0 x 10–3 pa |
| Time to pump to working vacuum | ≤ 40min (After diffusion pump preheating, empty furnace, cold state) |
| Pressure rising rate | ≤ 0.67 Pa/h (Empty furnace, cold state) |
| Cooling method | Air cooling/natural cooling |
| Cooling gas | Nitrogen or argon (purity: 99.99% or 99.999%) |
| Cooling rate(empty furance 1200℃~150℃) | ≤ 45min |
| Max. Cooling gas inflation pressure | ≤ 2bar |
| Partial pressure | 50-1000 Pamanual and automatic partial pressure control |

For more applications of vacuum furnaces in titanium alloys, please refer to [Application of vacuum sintering furnace in titanium alloy].
If any request, please feel free to ask me : kevin.liu@vacfurnace.com. SIMUWU will be at your service.
-

Vacuum Annealing Process for Inconel 718 Nickel-Based High-Temperature Alloy
2026-03-20
-

Vacuum Post-Oxidation for Corrosion Resistance
2026-03-19
-
Application of vacuum quenching furnace on DC53
2026-03-18
-

Mastering the 3T Rule for Brazing Joint Design
2026-03-17
-

Capillary Action in Vacuum Brazing
2026-03-16



